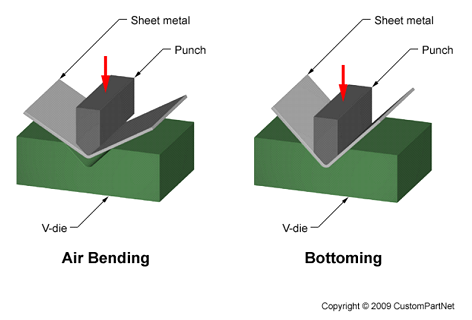
Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
Bending stiffness of sheet metal.
If you do not know the value of k factor then the program determining the the total flat length depending on the method of bending and stiffness of the material offers approximate values of the k factor.
Therefore exceptions can be there for complex features design.
In other words if you re bending 1 8 sheet use a tool with a 1 8 radius to form the inside of the bend.
Bending is one of the most common sheet metal fabrication operations.
Following a plastic deformation that we make to bend the metal an elastic recovery followed once we remove the load causing the metal to attempt moving back in place.
Flanging is a.
If you re bending 0 020 thick material use a 0 020 radius.
This happens for two reasons.
Structured sheet metal has increased bending stiffness.
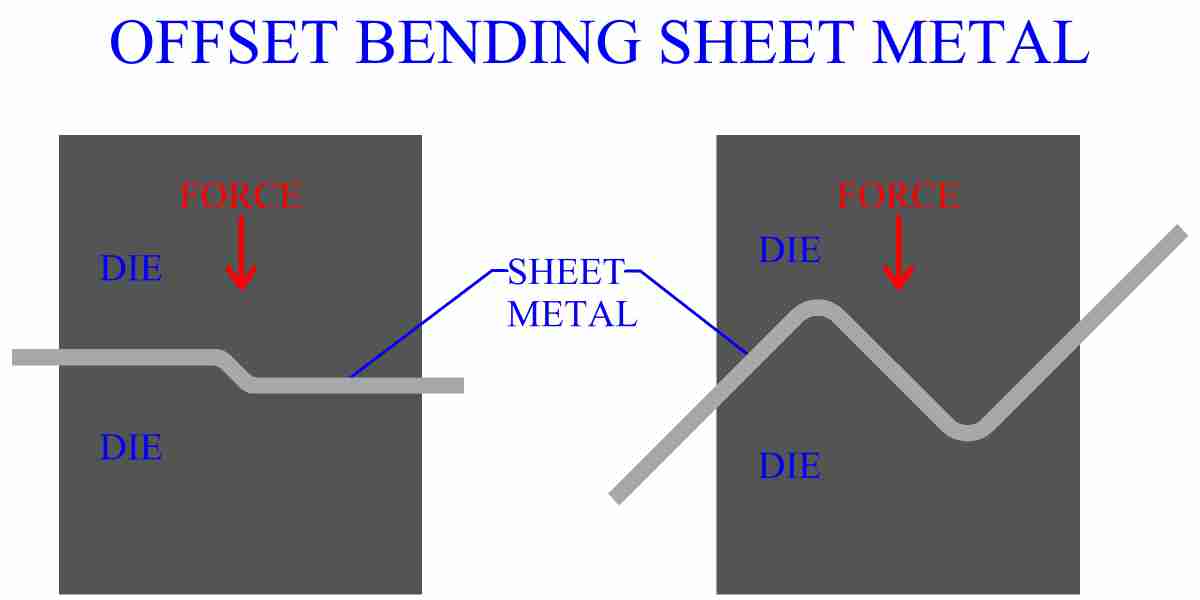
Sheet metal edge bending.
Similar to other metal forming processes bending changes the shape of the work piece while the volume of material will remain the same.
The program helps to easily calculate the real value of k factor for your material tool tooling.
To evaluate this property a three point bending test can be used.
Why does sheet metal spring back.
How large of a bend you put in the metal depends on the application and fitment of the piece.
These methods will give sheet metal the rigidity you need to use it in a structural or semi structural application.
As a result a deflection versus bending force curve is obtained as shown infigure 5.
The force must exceed the material s yield strength to achieve a plastic deformation.
Folding over the edge of a piece of sheet metal will give the metal instant structural integrity.
All materials have some degree of elasticity including metal which is highly known for its stiffness.
If the chosen sheet metal cannot be formed into the desired shape under the selected processing conditions the applied stresses are higher than the tensile strength of the sheet metal which causes cracks to form in the part.
To protect the part to increase stiffness and for cosmetic appearance.
This is done through the application of force on a workpiece.
The calculator counts the the total flat length according to the k factor you specify.
Bend relief and collars near pierced areas strengthen sheet metal parts.
Following all sheet metal design guidelines is very difficult in the complex part.
In this article we will discuss sheet metal design guidelines for manufacturing parts using sheet metal press bending.
Sheet metal bending is the plastic deformation of the work over an axis creating a change in the part s geometry.
This test indicates that a vault structured sheet is three to five times stiffer than nonstructured sheet.
Grain structure in the metal sheet is critical for avoiding cracks in sheet metal parts with lugs or tabs that are cut on.