The formed bend radius is dependent upon the dies used the material properties and the material thickness.
Bend deduction sheet metal example.
Childress last modified date.
That means you subtract the negative bd again the same as adding when doing the flat blank calculation.
From there we can calculate the k factor and the bend deduction.
In the example above it is indicated by a dashed blue line.
The force must exceed the material s yield strength to achieve a plastic deformation.
We will start by calculating the bend allowance.
August 29 2020.
In the example above it is indicated by a dashed blue line.
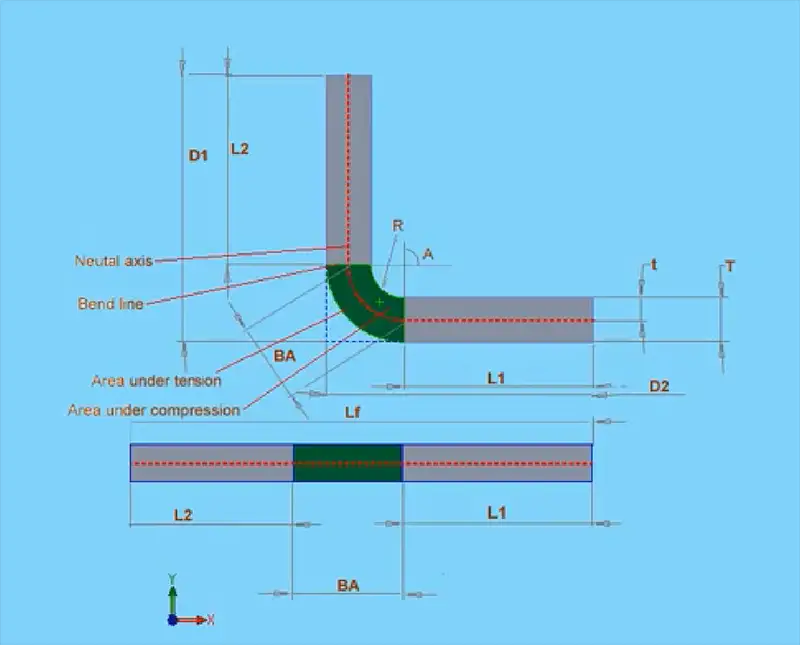
The bend allowance describes the length of the neutral axis between the bend lines or in other words the arc length of the bend.
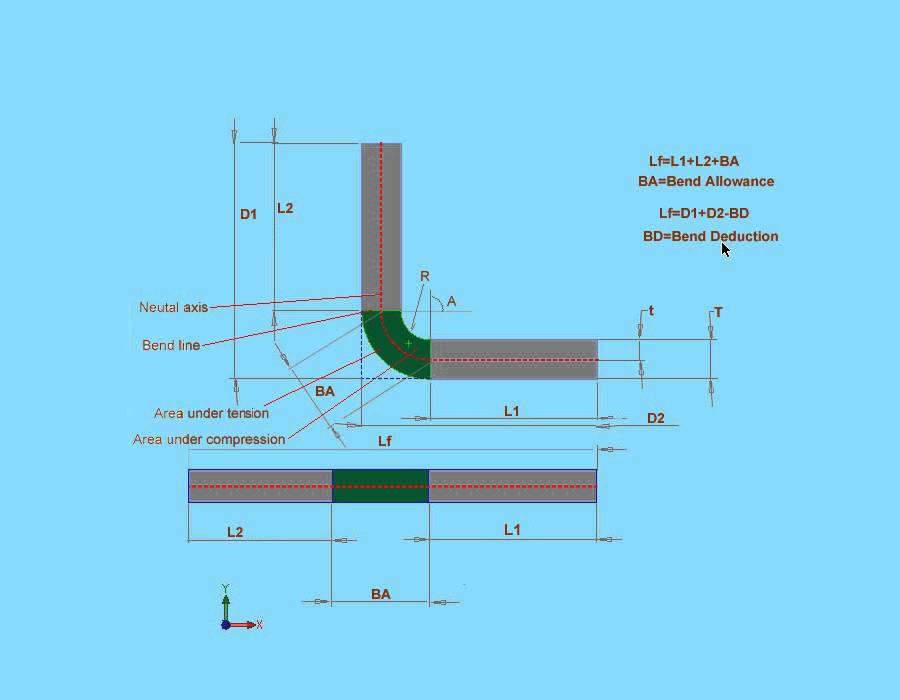
After bending the sheet we need to do some measurements as shown in figure 2.
Bend allowance is a measure of how much extra material is required to accommodate a bend in sheet metal this is a function of the bend angle bend radius thickness of the material and a variable called the k factor bend allowances vary based on the angle of the bend the type and thickness of the material and the method used to create the.
If you compare the length of this part before and after the bending you re going to find that they re different.
The bend radius refers to the inside radius.
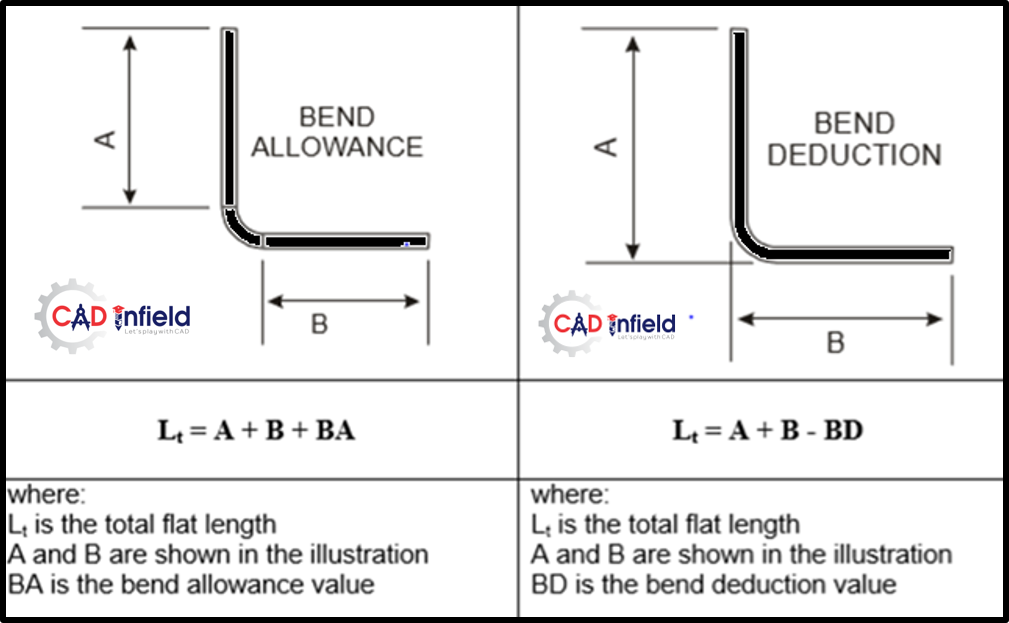
Understanding the bend allowance and consequently the bend deduction of a part is a crucial first step to understanding how sheet metal parts are fabricated.
You may be wondering what exactly is bend allowance if you ve never worked with sheet metal before.
Figure 2 illustrates the sheet that is bent with the bend angle of 90 degrees.
Well when a sheet is bent in the press brake the part of the sheet close to and in contact with the punch elongate to compensate for the given bend.
Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
The bend deduction is the amount the sheet metal will stretch when bent as measured from the outside edges of the bend.
Therefore the bend allowance added to the flange lengths is equal to the total flat.
The bend allowance is the amount of the neutral axis that bends.
Although it is an option for calculating a bend in some cad programs such as solid works it is not often referred to in the actual manufacturing process since.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
Understanding the bend deduction and consequently the bend allowance of a part is a crucial first step to understanding how sheet metal parts are fabricated.
Working with an included bend angle of 60 degrees a material thickness of 0 062 in an inside bend radius of 0 062 in and a bend allowance ba of 0 187 in you get a negative bend deduction.